

加气砖设备工作原理
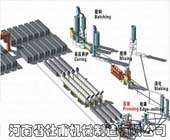
翻转吊具把模具空中翻转90度以后脱模把坯体连同模具侧板放置在切割台上,纵向切割装置通过电机带动自身行走,对放置于切割台上的坯体进行行走切割,切割完成后行走至暂停位置,横向切割装置通过电机带动自身行走到坯体中央停止后再进行水平式切割,横切架自上而下垂直降落切割直至上升复位
作者: 来源: 时间:2015-01-05 14:43:04 点击次数:6424
加气砖设备视频:
加气砖设备又称加气混凝土设备或加气块设备,加气混凝土生产线工艺是将粉煤灰或硅砂、矿渣加水磨成浆料,加粉状石灰、适量水泥、石膏和发泡剂、稳泡剂经搅拌注入模框内,静养发泡固化后,切割成各种规格砌块或板材,由蒸养车送入蒸压釜内,经高温高压蒸气养护形成多孔轻质的混凝土制品。
加气砖生产设备:
加气砖设备(加气混凝土设备)可以根据加气砖原材料类别、品质、主要设备的工艺特性等,采取不同的工艺进行生产。但一般情况下,砂加气混凝土是由河砂、石灰、水泥为主要原料,石膏和发泡剂,经搅拌后注入模框内,静氧发泡固化后,切割成各种规格砌块或板材,由蒸养车送入蒸压釜中,在高温饱和蒸气养护下即形成多孔轻质的砂加气混凝土制品。
加气混凝土生产线设备的选型和数量需要根据工艺设计方案和实际情况确定,由于加气混凝土生产工艺不同,形成体现工艺特点的不同装备技术。这些技术特点,都体现在切割机组上。它涉及到浇注形式、模具、小车构造、坯体的运送、脱模、切割、码架、进釜的方式等设备都大同小异。
加气砖设备(加气混凝土设备)配置主要由颚式破碎机、球磨机、加气砖设备(加气混凝土设备)切割机、加气块翻转吊具、加气块吊具、斗式提升机、螺旋输送机、搅拌浇注机、蒸养车、蒸汽锅炉、蒸压釜等设备共同组成,加气砖设备(加气混凝土设备)组成结构复杂,但生产工艺和生产技术比较简便,是当前建材投资商最合适的投资项目。

加气砖生产设备可以根据原材料类别、品质、设备的工艺特征等,采用不同的工艺生产加气混凝土砌块。生产轻质砌块原材料十分广泛,主要材料可以是粉煤灰、灰砂、海沙、灰渣也可以是尾矿,一般情况下,将粉煤灰或硅砂、矿渣加水磨成浆料,加粉状石灰、适量水泥、石膏和发泡剂、稳泡剂经搅拌注入模框内,静养发泡固化后,切割成各种规格砌块或板材,由蒸养车送入蒸压釜内,经高温高压蒸气养护形成多孔轻质的混凝土制品。
加气砖砌块,是通过高温蒸压设备经过6个多小时蒸压工艺而生产而成的。加气混凝土砌块是一个统称,也有的叫加气块,加气砖,泡沫砖,轻质砖,蒸养砖。
传统粉煤灰加气混凝土的生产,均使用原状粉煤灰、石灰、石膏等原材料。新工艺却不使用原状的。采用预活化工艺,并在配方、工艺流程、技术参数等方面都做了相应的调整和改进。与传统产品相比强度更高、成本更低、性能更好、密度更小。具有一定的先进性。
接近常温时的抗压强度,所以作为建筑材料的加气混凝土的放火性能达到国家一级放火标准。隔音性能好从加气混凝土气孔结构可知,由于加气混凝土的内部结构象面包一样,均匀地分布着大量的封闭气孔,因此具有一般建筑材料所不具有的吸音性能。有利于机械化施工就目前的情况来看,预制加气混凝土拼装大板可节省成品堆放场地;节约砌筑人工;减少了湿作业;加快了现场施工进度,提高了施工效率。
年产10万3加气块设备工艺流程技术方案:
1.加气块设备工艺流程中原材料的储存及处理技术
(1)粉煤灰、石膏
采用粉煤灰与石膏混合制浆的工艺。生产时,粉煤灰和石膏按一定配比加入打浆池,制成混合浆料。在制浆加水时,定量加水,制成浓度合适的料浆。再由渣浆泵泵入料浆储罐内备用。
(2)生石灰
块状生石灰用自卸卡车运入厂,卸入石灰原料堆棚内堆放。块石灰经鄂式破碎机破碎后由斗式提升机送入石灰库中。粉磨前,石灰由库底喂料机给入密闭式输送机送入磨机内进行粉磨。磨细后的石灰由磨机出料口送至斗提机由斗提机送至配料楼石灰粉料仓中备用。
(3)水泥
采用散装水泥。由散装水泥车运入厂内,直接泵入配料楼水泥粉料仓内使用。
(4)铝粉
由外地购入桶装铝粉,存放于配料楼底铝粉库内。使用时由电动葫芦吊至配料楼二楼,然后由人工计算后投入铝粉搅拌机内搅拌成5%的悬浮液备用。
(5)边角料、废浆
切割下来的边角料落入底部斜槽,经水冲洗到切割机底部废浆池内,不断搅拌使废浆达到一定浓度后,再由废浆池中的渣浆泵泵入配料工段的废浆储罐中备用。
2.加气块设备工艺流程中的配料、搅拌、浇注技术
石灰、水泥由仓底单螺管给料机送入电子分料计量称内,经累积计量后由计量秤的卸料装置卸到浇注搅拌机内。粉煤灰浆由料浆储罐下的阀门打开后放入打浆池中再泵入配料楼料浆电子计量称内进行累计量,当料浆重量达到配料要求时,由自控系统关闭储罐放料阀,停止放料。计量好的料浆按指令入浇注搅拌机内。铝粉由人工计量,倒入铝粉搅拌机内制成悬浮液,每模配制一次。搅拌好的悬浮液直接放入浇注搅拌机内。料浆在浇注前温度应达到工艺要求。如温度不够可通蒸汽加热。浇注时,模具通过摆渡车运送至浇注搅拌机下就位,浇注搅拌机放料浇注。
3.加气块设备工艺流程中的切割、编组技术
静停初养达到切割强度后,脱模进行枞切和横切。切割好的坏体连同模底板吊运至釜前蒸养小车上,每车堆放二模,堆放好的蒸养小车由卷扬机或人工牵引至釜前轨道上进行编组。
4.加气块设备工艺流程中的蒸压及成品
编组好的坏体由慢动卷扬机拉入釜内进行蒸压养护,恒压蒸养时间为8.0h左右,蒸汽压力1.3MPa,温度190℃左右。
5.加气块设备工艺流程中的底(侧)板返、组模涂油
成品吊运运完后,蒸养小车上的模底(侧)板连同小车经由成品吊具运至小车回车线上,回至切割机一侧,吊具将模底(侧)板吊运,同时吊运模框与底(侧)板返回回车轨道上,进行清理涂油,然后再进行循环浇注。
相关设备:



砂加气砖设备生产线
粉煤灰加气砖设备
加气混凝土砌块设备
蒸养砖生产线
地址:河南省郑州巩义市站街开发区 电话:0371-64422067 传真:0371-64422067 管理入口
手机:18624915999 网址:http://www.15036099982.com 邮箱: 备案号:豫ICP备12007906号-7